 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Quá trình đùn ống
Ninh Ba Công ty TNHH Công nghệ Fangli là nhà sản xuất thiết bị cơ khí với gần 30 năm kinh nghiệm về thiết bị ép đùn nhựa, môi trường mới thiết bị bảo vệ và vật liệu mới. Ở đây chúng tôi đã chuẩn bị một số toàn diện giới thiệu về quá trình đùn ống, như sau:
Ống là một ống hoặc hình trụ rỗng dùng để sự vận chuyển của chất lỏng. Các thuật ngữ “ống” và “ống” gần như có thể thay thế cho nhau. “Ống” thường được làm theo kích thước tùy chỉnh và có thể có kích thước và kích thước cụ thể hơn dung sai hơn đường ống, tùy thuộc vào ứng dụng. Thuật ngữ “ống” cũng có thể được áp dụng cho các ống có tính chất không hình trụ (tức là ống vuông). Thuật ngữ “Ống” được sử dụng rộng rãi hơn ở Mỹ và “ống” ở những nơi khác trên thế giới.
Ống có thể được chỉ định theo kích thước ống tiêu chuẩn các ký hiệu, chẳng hạn như Kích thước ống danh nghĩa (ở Hoa Kỳ), hoặc theo danh nghĩa, bên ngoài hoặc đường kính bên trong và độ dày của tường. Nhiều tiêu chuẩn công nghiệp và chính phủ tồn tại để sản xuất ống và ống.
Hầu hết các đường ống được thực hiện thông qua đùn, phù hợp với hướng ép đùn, khuôn, định cỡ hoặc thiết bị hiệu chuẩn hoặc bình chứa, bình làm mát bằng nước, băng tải, máy cắt nếu cần và cất cánh thiết bị ở cuối dây chuyền. Đường dây có thể bao gồm một thiết bị đánh dấu hoặc một thiết bị kiểm tra. Một yêu cầu quan trọng là làm nguội máy ép đùn khá nhanh gần khuôn trong khi vẫn kiểm soát được kích thước và đặc tính.
Bao gồm trong các quá trình khác nhau kỹ thuật để kiểm soát kích thước/kích thước được kéo tự do (thường dành cho các ống có đường kính nhỏ) hoặc đặc điểm kích thước. Tổng chi phí của sản xuất đường ống có thể bao gồm chi phí vật liệu lên tới 80%. Mục tiêu là luôn kiểm soát dung sai chặt chẽ hơn để giảm mức tiêu thụ nguyên liệu. Các đĩa hiệu chỉnh kích thước và/hoặc độ dày có thiết kế khác nhau được sử dụng.
Sự kết hợp của các đặc tính nóng chảy, tốc độ tốc độ đường ống, áp suất không khí bên trong và tốc độ làm mát ảnh hưởng đến kích thước của ống. Tỷ lệ rút tan chảy từ khuôn vào nước làm mát máng có liên quan trực tiếp đến kích thước cuối cùng của ống. Tùy thuộc vào nhựa đang được xử lý, tỷ lệ này dao động từ 4/1 đến 10/1. Sử dụng tỷ lệ thấp giúp giảm thiểu ứng suất ép đùn, có thể dẫn đến các vấn đề liên quan đến co lại và nứt do ứng suất.
Tùy thuộc vào đặc điểm của nhựa đang được xử lý, sự co ngót có thể xảy ra trong vòng 24 giờ sau khi rời khỏi dây chuyền xử lý. Ống hoặc ống dẫn cũng có thể phải chịu ủ và các điều kiện sau khác có thể ảnh hưởng đến mức độ co ngót.
Có nhiều cách khác nhau ống và ống các sản phẩm được sử dụng để chuyển động chất lỏng, chất khí, chất rắn, v.v. Họ có thể được định hình để cung cấp đồ trang trí, hỗ trợ an toàn, v.v.
Các bước giảm chi phí gia công nhựa ống bao gồm:
1) Vận hành để giảm thiểu đường kính ngoài (OD) và dung sai đường kính trong (ID);
2) Cải thiện chất lượng và đặc tính của đường ống thông qua việc nghiên cứu lợi ích của các thành phần hỗn hợp và quy trình pha trộn được sử dụng;
3) Giảm thời gian thiết lập bằng cách khởi động hệ thống hỗ trợ và tự động hóa;
4) Phát triển tiết kiệm điện tiêu thụ bằng cách tối ưu hóa máy đùn; Và
5) Sử dụng khuôn, bể làm mát hiệu quả, máy kéo và thiết bị cất cánh.
Việc kiểm soát dung sai của bộ kéo là quan trọng để giảm thiểu
kích thước OD và ID, đặc biệt là kích thước ống nhỏ hơn.
Một sự thay đổi rất nhỏ về tốc độ kéo có thể ảnh hưởng mạnh mẽ đến kích thước và chất thải nhựa của chúng.
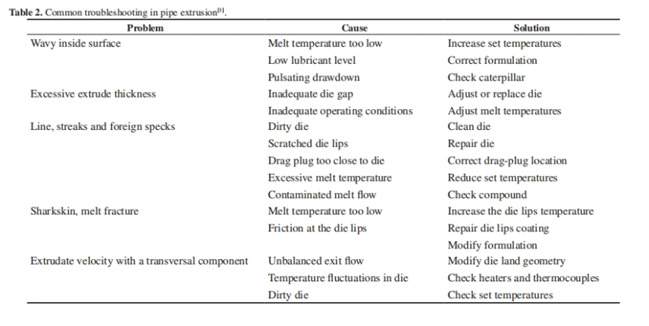
Bảng dưới đây cho thấy những điều phổ biến nhất xử lý sự cố trong quá trình đùn ống.
Trên đây là về việc đùn ống tiến bộ, hy vọng có thể giúp đỡ bạn. Nếu cần thiết, chào mừng bạn đến liên hệ chúng tôi.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Gửi yêu cầu

X
Chúng tôi sử dụng cookie để cung cấp cho bạn trải nghiệm duyệt web tốt hơn, phân tích lưu lượng truy cập trang web và cá nhân hóa nội dung. Bằng cách sử dụng trang web này, bạn đồng ý với việc chúng tôi sử dụng cookie.
Chính sách bảo mật