 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Giới thiệu về Quy trình đùn ống, thiết bị, khiếm khuyết về chất lượng, v.v.
Công ty TNHH Công nghệ Fangli Ninh Balà mộtnhà sản xuất thiết bị cơ khívới hơn 30 năm kinh nghiệmthiết bị đùn ống nhựa,bảo vệ môi trường mới và thiết bị vật liệu mới.Kể từ khi thành lập Fangli đã được phát triển dựa trên nhu cầu của người dùng. Thông qua cải tiến liên tục, hoạt động R&D độc lập về công nghệ cốt lõi cũng như tiêu hóa và hấp thụ công nghệ tiên tiến và các phương tiện khác, chúng tôi đã phát triểnDây chuyền ép đùn ống PVC,Dây chuyền ép đùn ống PP-R, Dây chuyền ép đùn ống cấp nước/khí PE, được Bộ Xây dựng Trung Quốc khuyến nghị thay thế sản phẩm nhập khẩu. Chúng tôi đã đạt được danh hiệu “Thương hiệu hạng nhất ở tỉnh Chiết Giang”.
I. Quy trình xử lý
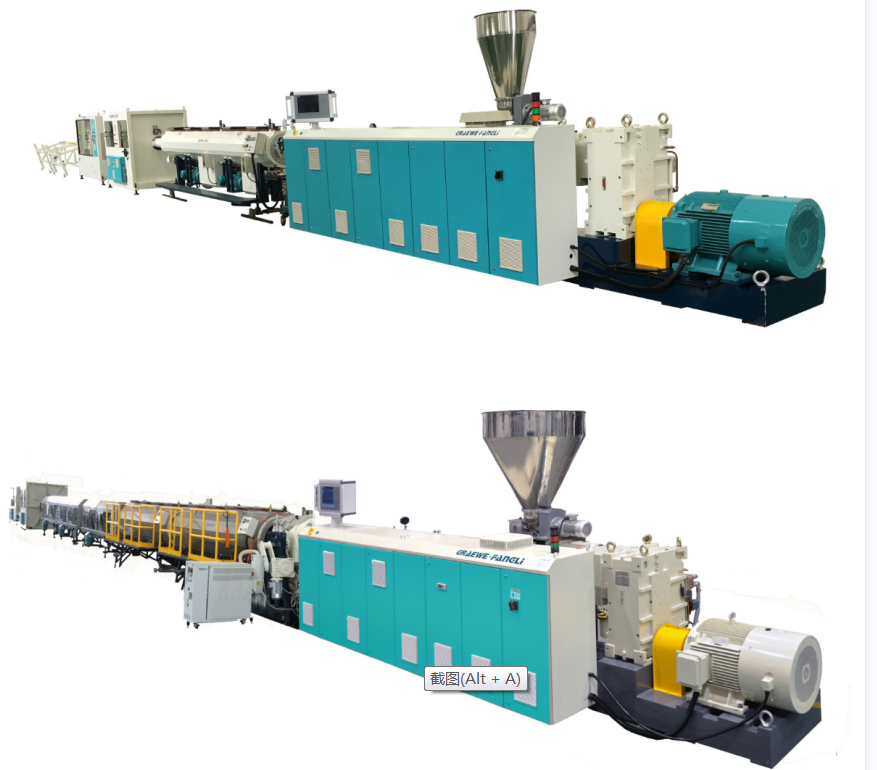
Hiện nay, ống PVC và PO là những sản phẩm có khối lượng lớn nhất cả trong nước và quốc tế.Hình 1trình bày sơ đồ quy trình sản xuất ống polyolefin (PO). Nhựa được đưa vào khuôn có khe hở hình khuyên (2) bằng trục vít dưới dạng nhựa nóng chảy đồng đều, tạo thành một ống parison. Điều này ngay lập tức đi vào thiết bị hiệu chuẩn (3) để làm mát và định cỡ, sau đó trải qua quá trình làm mát đầy đủ hơn nữa trong bể làm mát (4). Ống được kéo ra với tốc độ không đổi bằng thiết bị điều chỉnhđơn vị vận chuyển(6)và cuối cùng được cắt theo chiều dài xác định bằng máy cắt (7). Các ống có thành mỏng có đường kính dưới 160mm có thể được cuộn thành cuộn bằng máy cuốn (9).

Hình 1 Sơ đồ quy trình sản xuất ống PO
1---Máy đùn; 2---khuôn ống; 3---Tay áo hiệu chuẩn;
4---Làm mát hiệu chuẩn chân không; 5---Bể làm mát;
6---Đơn vị vận chuyển; 7---Máy cắt;
8---Máy in; 9---Máy cuộn
II. Quy trình và thiết bị
Đối với sản xuất ống PO,máy đùn trục vít đơn hiệu suất caonên được chọn. Vùng cấp liệu sử dụng một thùng có rãnh dọc trục. Tỷ lệ chiều dài trên đường kính trục vít (L/D) là 30–33:1. Cấu trúc vít là một thiết kế hai giai đoạn với độ sâu và bước khác nhau: bước trong phần cấp liệu nhỏ hơn đường kính trục vít, trong khi bước trong phần nóng chảy và đồng nhất lớn hơn đường kính trục vít. Để nâng cao hiệu quả trộn, một số ốc vít được trang bị thêm bộ phận đầu trộn. Loại máy đùn trục vít đơn này cho sản lượng tương đối cao và độ dẻo tốt. Ví dụ, máy đùn trục vít đơn có đường kính trục vít 90mm có thể đạt công suất vượt quá 600 kg/h. Hơn nữa, việc sản xuất ống PO chứa đầy canxi cacbonat, bari sunfat, bột gỗ hoặc sợi thủy tinh thường sử dụng máy đùn trục vít đôi đồng quay.
Việc sản xuất ống PVC về cơ bản tương tự như ống PO. Thường được sử dụng là hình nón quay ngược chiều hoặcmáy đùn trục vít đôi song song, cho phép đùn trực tiếp bột trộn khô. Công suất của chúng dao động từ 10 kg/h đối với ống có đường kính nhỏ đến 1100 kg/h đối với ống có đường kính lớn. Tỷ lệ L/D trục vít đã tăng từ 18:1 lên 25:1 trước đây. Ví dụ, mộtmáy đùn trục vít đôivới đường kính trục vít 90mm có thể đạt công suất trên 300 kg/h.
Như có thể thấy trong Hình 1, thiết bị hạ lưu đùn ống chủ yếu bao gồm bể chứa nước làm mát,đơn vị vận chuyển, máy cắt, máy cuộn, hoặc kết xuất bảng.
Khi đường ống thoát ra khỏi bộ phận hiệu chuẩn và làm mát, nó không được làm mát hoàn toàn đến nhiệt độ phòng. Nếu không được làm mát thêm, gradient nhiệt độ tồn tại theo hướng xuyên tâm của thành ống có thể làm cho lớp ngoài đã cứng lại mềm trở lại do nhiệt độ tăng, dẫn đến biến dạng. Mặt khác, đường ống cũng phải chịu được ứng suất từ các thiết bị kéo, cắt và cuộn dây. Vì vậy, nhiệt dư phải được loại bỏ, làm nguội đường ống về nhiệt độ phòng. Phương pháp làm mát bao gồm tắm nước và làm mát phun. Trong bể làm mát bể nước, mực nước phải ngập hoàn toàn đường ống. Bể được chia thành nhiều phần. Đầu vào nước làm mát được đặt ở phần cuối cùng khiến hướng dòng nước ngược với hướng đùn ống, tạo ra gradient nhiệt độ làm mát. Điều này dẫn đến việc làm mát đường ống dần dần và giảm căng thẳng bên trong. Khoảng cách giữa bể nước làm mát và bộ hiệu chuẩn/làm mát không được vượt quá 1/10 tổng chiều dài làm mát; nếu không, chênh lệch nhiệt độ giữa thành ngoài của ống và nước làm mát có thể tăng quá mức. Mặc dù phương pháp tắm nước đơn giản nhưng sự chênh lệch nhiệt độ giữa lớp nước trên và dưới trong bể có thể khiến đường ống làm mát không đều và bị uốn cong. Ngoài ra, lực nổi tác dụng lên đường ống có thể dễ dàng gây biến dạng, khiến phương pháp này đặc biệt không phù hợp để làm mát đường ống có đường kính lớn.
Chức năng củađơn vị vận chuyển đường ốnglà để cung cấp một tốc độ và lực kéo nhất định cho đường ống đã được định cỡ và làm mát, vượt qua lực ma sát do thiết bị định cỡ trên đường tạo ra, từ đó kéo đường ống ra với tốc độ không đổi tới máy cuộn hoặc bàn đổ. Bộ phận vận chuyển là một trong những bộ phận quan trọng của thiết bị hạ nguồn để sản xuất đường ống và phải đáp ứng các yêu cầu sau.
(1)Cáivận chuyểntốc độ phải có khả năng điều chỉnh vô cấp và trơn tru, đảm bảo tốc độ di chuyển không đổi. Tốc độ kéo ra không ổn định sẽ khiến đường kính ống dao động. Tốc độ vận chuyển phải được phối hợp chặt chẽ với tốc độ đùn. Độ dày thành ống được điều chỉnh bằng cách điều chỉnh tốc độ kéo ra: tốc độ kéo ra chậm hơn khiến thành ống dày hơn, tốc độ nhanh hơn khiến thành mỏng hơn. Chọn tốc độ vận chuyển chính xác là một phương pháp hiệu quả để đảm bảo sự phù hợp về kích thước của sản phẩm. Các thiết kế hiện đại có thể đạt được tốc độ kéo tối đa lên tới 30 m/phút.
(2)Một hằng sốvận chuyểnlực phải được duy trì, không có hiện tượng đẩy kéo, nếu không có thể gây ra khuyết tật gợn sóng bề mặt trên đường ống. Cũng cần có đủ lực kéo. Lực kéo cần thiết tăng theo diện tích tiếp xúc và kích thước áp suất hướng tâm. Đối với các đường ống có đường kính nhỏ và trung bình, lực kéo thường là 100–600 N; đối với đường ống có đường kính lớn, thông thường là 800–10.000 N.
(3) Lực kẹp củađơn vị vận chuyểnBộ kẹp phải có khả năng điều chỉnh được và có khả năng kẹp các ống có đường kính khác nhau mà không gây hư hỏng hoặc biến dạng bề mặt. Hiện nay, loại kẹp gắp sâu bướm được sử dụng rộng rãi. Chúng bao gồm 2 đến 12 rãnh được bố trí đều xung quanh đường ống. Các rãnh được gắn với một số khối kẹp cao su/nhựa nhất định, hầu hết là lõm hoặc góc cạnh để tăng diện tích tác dụng áp lực hướng tâm lên đường ống. Việc điều chỉnh lực kẹp được thực hiện thông qua cơ cấu đai ốc bằng khí nén, thủy lực hoặc đai ốc chì. Số lượng rãnh tăng theo đường kính ống.
Sau khi đường ống được kéo đến một độ dài nhất định, nó phải được cắt theo chiều dài. Máy cắt có nhiều loại khác nhau, được lựa chọn dựa trên đường kính ống và độ dày thành, loại vật liệu, chiều dài cắt, chất lượng cắt, hình thức cắt, v.v. Máy cắt tự động kiểu chém và máy cưa hướng tâm tròn phù hợp để cắt ống có đường kính nhỏ và trung bình; máy cắt tự động hành tinh phù hợp với đường ống có đường kính lớn. Khi nhận được lệnh cắt, máy cắt sẽ kẹp ống bằng kẹp và di chuyển theo hướng kéo ống trong khi hoàn thành thao tác cắt. Sau khi cắt, cơ cấu khí nén sẽ đẩy nó trở lại vị trí đặt lại.
Bảng cuộn và đổ. Chỉ những ống không bị biến dạng trong quá trình uốn mới được quấn thành cuộn bằng máy cuốn, có chức năng cắt và dỡ tải tự động. Tốc độ tuyến tính cuộn dây được đồng bộ hóa với tốc độ đùn và có thể được điều chỉnh liên tục. Khi tốc độ đùn nhỏ hơn 2 m/phút, thường sử dụng máy cuộn một trạm; khi tốc độ đùn vượt quá 2 m/phút, nên sử dụng máy cuộn hai trạm hoặc thậm chí nhiều trạm.
III. Các yếu tố chính để kiểm soát khuyết tật đường ống
Theo thứ tự của quy trình trong Hình 1, các yếu tố liên quan chính để loại bỏ các khiếm khuyết về chất lượng được liệt kê bên dưới.
(1)Phần cho ăn:Công thức nguyên liệu thô; hình dạng và kích thước của nguyên liệu thô; phương pháp tô màu; phương pháp sấy khô; trộn nguyên liệu nghiền lại/tái chế; các loại và định lượng phụ gia; khả năng làm mát của họng phễu.
(2)Máy đùn: Đường kính trục vít; tỷ lệ L/D trục vít; tỷ số nén trục vít; loại kết cấu trục vít; tốc độ vít; hiệu suất thông hơi; kiểm soát nhiệt độ trục vít; điều khiển sưởi ấm và làm mát thùng; hồ sơ nhiệt độ dọc theo khu vực máy đùn; mô-men xoắn máy đùn; tiêu thụ điện năng; bộ chuyển đổi; lựa chọn và kiểm soát nhiệt độ cho bộ thay đổi màn hình; loại gói màn hình và thông số kỹ thuật.
(3)chết:Khoảng cách chết; chiều dài đất; loại cấu trúc khuôn; hình dạng kênh dòng chảy; phân phối tan chảy; cài đặt và kiểm soát nhiệt độ; áp lực đầu khuôn; kiểm soát độ dày của tường
(4) Hiệu chuẩn & Làm mát:Phương pháp hiệu chuẩn; kích thước hiệu chuẩn; Mức chân không của hộp chân không hoặc áp suất bên trong của ống hiệu chuẩn và chiều dài không khí; niêm phong hệ thống hiệu chuẩn; thời gian hiệu chuẩn; tốc độ dòng nước làm mát; nhiệt độ nước làm mát; phương pháp làm mát.
(5)Bể chứa nước làm mát:Phương pháp làm mát; bố trí đường ống nước; tốc độ dòng nước làm mát; chiều dài bể làm mát; nhiệt độ nước làm mát; hiệu quả làm mát đường ống
(6)Đơn vị vận chuyển: Vận chuyển tốc độ và kiểm soát; hiệu chuẩn lực kéo; lực kẹp và điều khiển; số lượng đường ray và độ dài hiệu dụng; độ cứng bề mặt và hình dạng khối kẹp; bề mặt tiếp xúc kéo ra.
(7) Máy cắt: Loại máy cắt; mặt cắt và vật liệu răng của lưỡi cưa; cơ chế thiết lập lại; thu gom phoi và loại bỏ bụi; kiểm soát tiếng ồn; giới hạn thiết lập hệ thống; cơ cấu kẹp; hệ thống truyền động và sức mạnh; hệ thống hành động cắt tự động.
(8)Bàn cuộn & đổ: Kiểm soát căng thẳng; hệ thống chỉ huy cắt chiều dài; lựa chọn trạm cuộn dây; đường kính cuộn dây; chỉ báo hành động đổ; tốc độ tuyến tính quanh co.
(9) Phụ lục:Điều kiện sản xuất tự động:Đo độ dày của tường; kiểm soát đường kính ngoài; đo trọng lượng và thống kê sản lượng; tình trạng hoạt động của bơm tan chảy bánh răng; hệ thống định tâm khuôn.
Nếu bạn cần thêm thông tin,Công ty TNHH Công nghệ Fangli Ninh Bahoan nghênh bạn liên hệ để có câu hỏi chi tiết, chúng tôi sẽ cung cấp cho bạn hướng dẫn kỹ thuật chuyên nghiệp hoặc đề xuất mua sắm thiết bị.
Gửi yêu cầu

X
Chúng tôi sử dụng cookie để cung cấp cho bạn trải nghiệm duyệt web tốt hơn, phân tích lưu lượng truy cập trang web và cá nhân hóa nội dung. Bằng cách sử dụng trang web này, bạn đồng ý với việc chúng tôi sử dụng cookie.
Chính sách bảo mật